














Ростов-на-Дону, Ростовская область, Россия
Ростов-на-Дону, Ростовская область, Россия
Ростов-на-Дону, Украина
с 01.01.2017 по настоящее время
станица Ленинградская, Краснодарский край, Россия
Батайск, Ростовская область, Россия
Ростов-на-Дону, Ростовская область, Россия
ГРНТИ 67.09 Строительные материалы и изделия
ГРНТИ 67.11 Строительные конструкции
ГРНТИ 67.15 Технология производства строительных материалов и изделий
ГРНТИ 67.01 Общие вопросы строительства
ОКСО 08.04.01 Строительство
ОКСО 08.06.01 Техника и технологии строительства
ОКСО 08.03.01 Строительство
ОКСО 08.02.03 Производство неметаллических строительных изделий и конструкций
ББК 38 Строительство
ББК 383 Строительные материалы и изделия
ББК 385 Строительные конструкции
ББК 308 Монтаж, эксплуатация, ремонт машин и промышленного оборудования
ТБК 54 Строительство
ТБК 5414 Строительные конструкции
ТБК 5415 Строительные материалы и изделия. Производство стройматериалов
ТБК 5442 Энергетическое и промышленное строительство
Оптимизацию параметров процесса уплотнения бетонной смеси на лабораторной установке-центрифуге проводили с применением метода математического планирования эксперимента (ПФЭ 2к). По результатам исследования методом наименьших квадратов авторами были получены базовые уравнения регрессии, представленные в виде полиномов 2-ой степени. Рассмотрено влияние времени уплотнения и количества оборотов вращения на среднюю плотность тяжелого бетона и толщину стенок изделий. Установлены оптимальные параметры для центрифугирования кольцевых изделий из тяжелого бетона. Наиболее эффективным параметром регулирования средней плотности и толщины стенки центрифугированного изделия являлось количество оборотов вращения. Рост средней плотности положительно влиял на все физико-механические свойства тяжелого центрифугированного бетона.
центрифугированные бетонные образцы кольцевого сечения, центрифугированный бетон, центрифугированная колонна, метод математического планирования эксперимента, функция отклика, средняя плотность, толщина стенок изделия
Введение. Центрифугированные колонны изготавливают обычно из пластичных бетонных смесей с подвижностью П1 и осадкой конуса 2-3 см. В процессе изготовления по причине воздействия на частицы бетонной смеси центробежных сил происходит отжим избыточной воды [1-4], которая вытекает из формы в виде шлама, и свежеотформованный бетон обладает достаточной прочностью для транспортировки форм с изделиями к пропарочным камерам.
Для создания вращательного движения применяются центрифуги с приводом от электродвигателей постоянного тока с регулируемыми скоростями. Данное оборудование обеспечивает два режима работы: 1 – распределение бетонной смеси и 2 – ее уплотнение [5].
Для настоящих исследований была разработана и применена опытно-лабораторная установка-центрифуга ЦСРЛ-1 с электродвигателем постоянного тока с тиристорными блоками питания. Это обеспечивало плавное переключение скорости путем изменения частоты вращения вала электродвигателя. Принципиальная схема экспериментальной центрифуги ЦСРЛ-1 с формой приведена на рисунке 1.
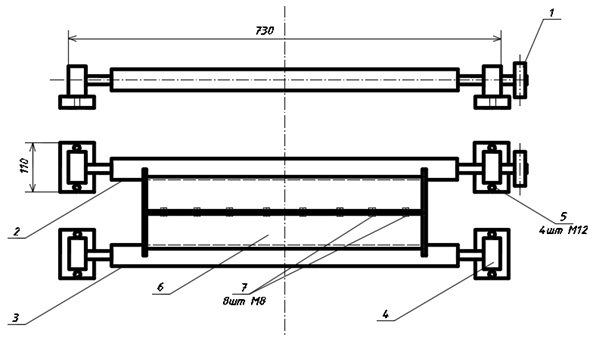
Рисунок 1 – Схема экспериментальной лабораторной центрифуги ЦСРЛ-1 с формой:
1 – шкив привода центрифуги; 2 – ведущий опорный каток; 3 – ведомый опорный каток; 4 – упор вала опорной муфты с шарикоподшипником; 5 – крепеж упора к станине (болт М12); 6 – форма; 7 – соединение половинок формы (болт М8)
Основная часть. Оптимизацию параметров процесса уплотнения на лабораторной установке-центрифуге проводили с применением метода математического планирования эксперимента (ПФЭ 2к). Время распределения и уплотнения бетонной смеси методом центрифугирования принято исходя из рекомендаций B40 [ ].
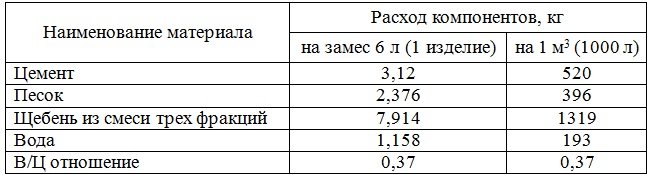
За базовый принят состав тяжелого бетона класса B40 [ ], представленный в таблице 1.
Таблица 1 – Расход компонентов базового состава тяжелого бетона класса В40 П2
Значения факторов варьирования и их физический смысл представлены в таблице 2.
За функцию отклика были приняты следующие параметры:
- Y1 (X1, X2) – средняя плотность образца центрифугированного изделия – 2428 кг/м3;
- Y2 (X1, X2) – толщина образца центрифугированного изделия – не менее 15 мм.
Таблица 2 – Значение факторов варьирования ПФЭ 2к
|
№ п/п |
Код фактора |
Физический смысл фактора |
Ед. измерения |
Интервал варьирования |
Уровни фактора |
||
|
-1 |
0 |
+1 |
|||||
|
1 |
X1 |
время уплотнения |
мин |
±1,5 |
5,0 |
3,5 |
2,0 |
|
2 |
X2 |
количество оборотов |
об. |
±200 |
800 |
1000 |
1200 |
Среднюю плотность тяжелого бетона и толщину стенок изделия контролировали в возрасте 28 суток.
План эксперимента и результаты параметров оптимизации приведены в таблице 3.
Таблица 3 – План эксперимента и результаты параметров оптимизации
|
№ |
Кодирование переменных |
Натуральные значения |
Значения параметров оптимизации |
||||
|
Х1 |
Х2 |
Х1 |
Х2 |
δ, мм |
ρ, кг/м3 |
||
|
1 |
-1 |
-1 |
5,0 |
800 |
20 |
2575 |
|
|
2 |
-1 |
0 |
5,0 |
1000 |
15 |
2630 |
|
|
3 |
-1 |
+1 |
5,0 |
1200 |
17 |
2600 |
|
|
4 |
0 |
-1 |
3,5 |
800 |
22 |
2560 |
|
|
5 |
0 |
0 |
3,5 |
1000 |
19 |
2620 |
|
|
6 |
0 |
+1 |
3,5 |
1200 |
17 |
2595 |
|
|
7 |
+1 |
-1 |
2,0 |
800 |
26 |
2470 |
|
|
8 |
+1 |
0 |
2,0 |
1000 |
21 |
2500 |
|
|
9 |
+1 |
+1 |
2,0 |
1200 |
23 |
2480 |
|
По результатам исследования методом наименьших квадратов были получены базовые уравнения регрессии, представленные в виде полиномов 2-й степени:
Cтатистический анализ полученных уравнений регрессии оценивали по трем критериям: однородности дисперсий, значимости коэффициентов и адекватности, которая проверялась с помощью критерия Фишера.
По результатам экспериментов определяли: критерий Фишера (F); дисперсию (D20 ); среднеквадратическое отклонение (So) и среднеквадратическую ошибку в определении коэффициентов ( ), которые приведены в таблице 4.
Таблица 4 – Статистические критерии оптимизации
|
Наименование выходного параметра уравнения |
Статистические критерии |
|||
|
|
|
|
|
|
|
Средняя плотность центрифугированного изделия, кг/м3 |
4,475 |
75,97 |
8,72 |
15,11 |
|
Толщина стенки центрифугированного изделия |
4,25 |
1,841 |
1,357 |
2,353 |
По расчетному значению t – критерия Стьюдента устанавливали значимость коэффициентов уравнений. Значения полученных коэффициентов сведены в таблицу 5.
Таблица 5 – Расчетные коэффициенты уравнений регрессии
|
Наименование выходного параметра уравнения |
Значения коэффициентов уравнений |
|||||
|
B0 |
B1 |
B2 |
B3 |
B4 |
B5 |
|
|
Средняя плотность центрифугированного изделия, кг/м3 |
2616 |
-59,62 |
13,72 |
-47,99 |
-38,96 |
4,3 |
|
Толщина стенки центрифугированного изделия |
17,59 |
2,80 |
-1,57 |
1,58 |
2,477 |
-0,488 |
Статистическая обработка данных выполнялась с помощью программы «Mathcad», что позволило получить уравнения регрессии в виде полиномов второй степени:

Графическая интерпретация математических зависимостей представлена на рисунках 2 и 3.
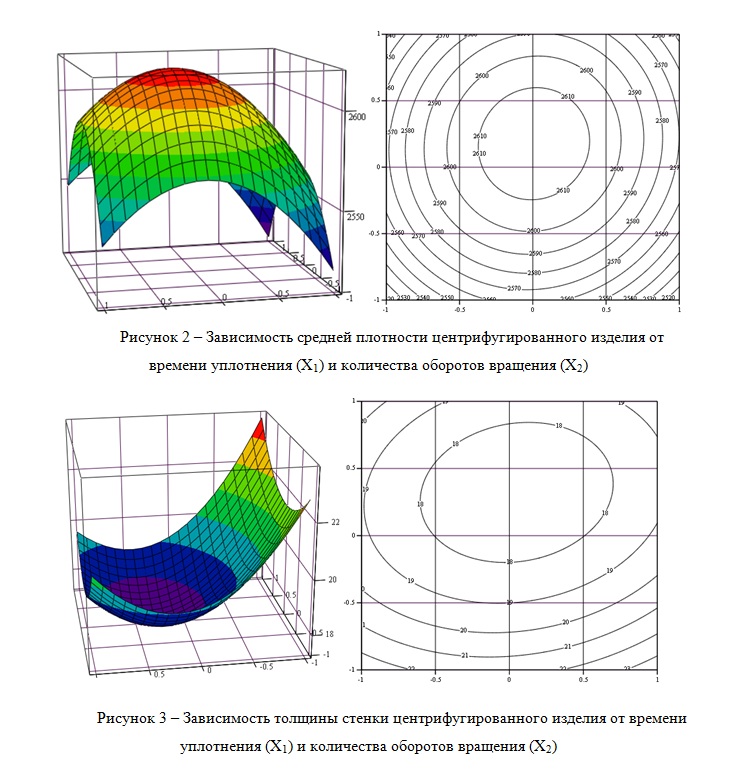
Как видно из уравнения (2) отрицательную роль в уплотнении центрифугированного изделия играет время уплотнения (-59,62·X1), изменение которого в сторону увеличения не приводит к существенному изменению плотности. Вместе с тем, положительное влияние на показатель плотности оказывает повышение оборотов вращения центрифуги (13,72·X2), что приводит к увеличению центробежного усилия.
Выводы. По результатам проведенного эксперимента были установлены оптимальные параметры для центрифугирования кольцевых изделий из тяжелого бетона:
- время уплотнения примерно τ=3,5 мин;
- количество оборотов вращения n=1000 об/мин.
Отметим при этом, что наиболее эффективным параметром регулирования средней плотности и соответственно толщины стенки центрифугированного изделия являлось количество оборотов вращения.
Кроме того, рост средней плотности положительно влиял на все физико-механические свойства тяжелого центрифугированного бетона.
1. Ахвердов И.Н. Вопросы теории центробежного формования и уплотнения бетонной смеси. - Республиканское научно - техническое совещание: Технология формования железобетонных изделий, 1979. С. 3-12.
2. Попов А.Н. Производство и применение железобетонных и бетонных труб для напорных и безнапорных трубопроводов. - М., 1975. С. 149.
3. Штаерман Ю.Я. Центрифугированный бетон. - Тифлис, 1933. 107 с.
4. Руководство по проектированию, изготовлению и применению железобетонных центрифугированных конструкций кольцевого сечения (НИИЖБ). - М., 1979. С. 47-50, 64-71.
5. Пастушков Г.П. Многоэтажные каркасные здания с несущими железобетонными центрифугированными элементами : дис…. докт. техн. наук. Минск, 1994. 487 с.
6. Романенко Е.Ю. Высокопрочные бетоны с минеральными пористыми и волокнистыми добавками для изготовления длинномерных центрифугированных конструкций : дис.... канд. техн. наук. Ростов-на-Дону, 1989. 179 с.
7. Петров В.П. Технология и свойства центрифугированного бетона с комбинированным заполнителем для стоек опор контактной сети : дис.… канд. техн. наук. Ростов-на-Дону, 1983. 175 с.
8. Раджан Сувал Свойства центрифугированного бетона и совершенствование проектирования центрифугированных железобетонных стоек опор ЛЭП : дис…. канд. техн. наук. Ростов-на-Дону, 1997. 267 с.
9. Маилян Л.Р., Стельмах С.А., Холодняк М.Г., Щербань Е.М., Халюшев А.К. Влияние технологии производства на структурообразование и свойства бетона виброцентрифугированных колонн // Строительство и архитектура (2017), Том 5, Выпуск 4 (17). С. 224-228.
10. Холодняк М.Г., Стельмах С.А., Маилян Л.Р., Щербань Е.М., Нажуев М.П. Изучение характера механизма дрейфа компонентов бетонной смеси при производстве центрифугированных колонн вариатропной структуры на примере физической модели движения заполнителей // Строительство и архитектура (2017), Том 5, Выпуск 4 (17). С. 229-233.
11. Нажуев М.П., Яновская А.В., Холодняк М.Г., Халюшев А.К., Щербань Е.М., Стельмах С.А. Изучение опыта регулирования свойств строительных изделий и конструкций путем направленного формирования их вариатропной структуры // Инженерный вестник Дона, 2017, № 3 URL: ivdon.ru/ru/magazine/archive/N3y2017/4313.
12. Маилян Л.Р., Стельмах С.А., Холодняк М.Г., Щербань Е.М. Выбор видов волокон для дисперсного армирования изделий из центрифугированного бетона // Интернет-журнал «НАУКОВЕДЕНИЕ» Том 9, №4 (2017) http://naukovedenie.ru/PDF/71TVN417.pdf.
13. Стельмах С.А., Щербань Е.М., Сердюков К.В., Пестриков М.М., Яновская А.В. Влияние некоторых характеристик применяемого крупного заполнителя на свойства тяжелого бетона, предназначенного для изготовления центрифугированных изделий и конструкций // Вестник БГТУ им. В.Г. Шухова, 2017, № 10. С. 15-20.
14. Маилян Л.Р., Стельмах С.А., Холодняк М.Г., Щербань Е.М. Выбор состава центрифугированного бетона на тяжелых заполнителях // Вестник БГТУ им. В.Г. Шухова, 2017, № 10. С. 52-57.
15. Маилян Л.Р., Стельмах С.А., Холодняк М.Г., Щербань Е.М. Исследование различных типов центрифуг и режимов уплотнения бетонных смесей для изготовления образцов кольцевого сечения // Вестник СевКавГТИ, 2017, Вып. №3 (30). С. 134-137.
